
Sistema de Inspección Rotativa Interna (IRIS)
Debido a que IRIS es una técnica ultrasónica, requiere un acoplador. En este caso, agua. Por lo tanto, los tubos bajo prueba primero deben inundarse para usar esta técnica. IRIS se basa en un transductor para generar un pulso ultrasónico paralelo al eje del tubo bajo prueba. También se basa en un espejo giratorio que dirige la onda ultrasónica hacia la pared del tubo. El espejo es accionado por una pequeña turbina accionada por la presión del agua bombeada al interior del tubo.
La prueba IRIS tiene varias ventajas sobre otras:
- Funciona en todos los materiales, independientemente de sus propiedades.
- Sensibilidad total cerca de estructuras de soporte de tubos, como placas de tubos.
- Perfecto como respaldo a las pruebas electromagnéticas.
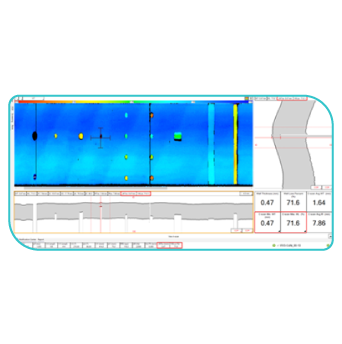
- Resultados de medición de espesor de pared muy precisos.
