
Inspección de Intercambiadores de Calor y Calderas
Intercambiadores de calor
Para la inspección de intercambiadores de calor y calderas en Advanced Plant Integrity NDT aplica todos los conceptos y normatividad aplicable a la inspección API 510, con respecto al cuerpo o carcasas y cabezales de los intercambiadores de calor.
Con respecto a los haces tubulares, en API NDT, empleamos la última tecnología en cada una de las técnicas de inspección.
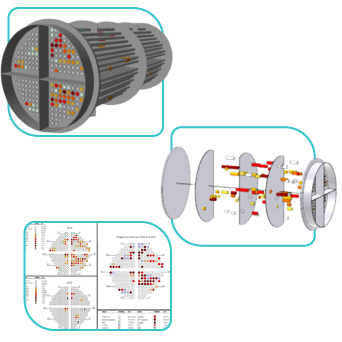
En todas nuestras inspecciones hacemos uso de la herramienta de Software avanzadas con herramientas de IA, las cuales permiten un análisis más rápido y preciso de las indicaciones encontradas en cada tubo esto en conjunto con el software TubePro, permiten una visualización 3D de los equipos inspeccionados e incluso una comparación con resultados de inspecciones anteriores para realizar cálculos de integridad o estimar cantidades de materiales necesarios para reparación en próximas paradas del equipo. Esto sumado a la experiencia de nuestros ingenieros en el uso de estas herramientas que nos diferencian en el mercado.
Prueba de campo remoto (RFT)
La prueba de campo remoto (RFT) se utiliza para inspeccionar haces tubulares ferromagnéticos. La prueba RFT es extremadamente sensible a la variación del espesor de la pared, con una sensibilidad casi igual a las superficies internas y externas, y no presenta los problemas de «efecto a la superficie” que tienen las pruebas de corriente Eddy convencionales al inspeccionar materiales ferromagnéticos.
El RFT tiene varios beneficios sobre otras técnicas de prueba electromagnética:
- Adecuado para materiales ferromagnéticos
- Igual sensibilidad en las superficies interior y exterior
- Altamente sensible a las variaciones del espesor de la pared
- Se puede usar con factores de relleno menores que ECT
Fuga de flujo magnético (MFL)
Las sondas MFL incorporan un detector magnético colocado entre los polos del imán donde puede detectar el campo de fuga. Durante la inspección, se forma una especie de circuito magnético entre la pieza y la sonda.
El campo magnético inducido en la pieza la satura hasta que ya no puede contener más flujo. El flujo se desborda y se filtra fuera de la pared de la tubería y los sensores colocados estratégicamente pueden medir con precisión el vector tridimensional del campo de fuga.
- Uno de los pocos métodos utilizados para inspeccionar tubos con aletas
- Se puede utilizar en todos los materiales ferromagnéticos.
- Buena sensibilidad a las picaduras
- Inspección de alta velocidad
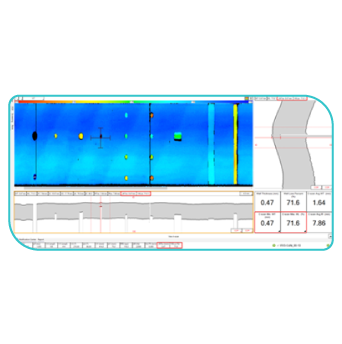
Sistema de Inspección Rotativa Interna (IRIS)
Debido a que IRIS es una técnica ultrasónica, requiere un acoplador. En este caso, agua. Por lo tanto, los tubos bajo prueba primero deben inundarse para usar esta técnica.
IRIS se basa en un transductor para generar un pulso ultrasónico paralelo al eje del tubo bajo prueba. También se basa en un espejo giratorio que dirige la onda ultrasónica hacia la pared del tubo.
El espejo es accionado por una pequeña turbina accionada por la presión del agua bombeada al interior del tubo.
La prueba IRIS tiene varias ventajas sobre otras:
- Funciona en todos los materiales, independientemente de sus propiedades.
- Sensibilidad total cerca de estructuras de soporte de tubos, como placas de tubos.
- Perfecto como respaldo a las pruebas electromagnéticas.
- Resultados de medición de espesor de pared muy precisos.
Prueba de corrientes de Eddy (ECT) para inspección de intercambiadores de calor
En su forma más básica, la sonda de prueba de corriente de Foucault de un solo elemento, un cable de cobre se excita con una corriente eléctrica alterna. Este alambre produce un campo magnético a su alrededor en la dirección determinada por la regla de la mano derecha.
Este campo magnético oscila a la misma frecuencia que la corriente que circula por la bobina. Cuando la bobina se acerca a un material conductor, se inducen corrientes opuestas a las de la bobina en el material: Corrientes de Eddy.
Se derivan varios beneficios de las pruebas de corrientes de Eddy:
- Es adecuado para defectos volumétricos como la corrosión, el desgaste y las grandes porosidades, así como para el agrietamiento.
- Puede detectar defectos superficiales, cercanos a la superficie y lejanos.
- Las sondas ECT no necesitan estar en contacto con la parte bajo inspección.
- Las piezas bajo prueba requieren solo una preparación mínima.
Contáctanos y asegura la función de intercambiadores de calor y calderas.

Para visualizar el modelo 3d, sugerimos abrir el PDF en el programa Adobe Acrobat.